Настоящие технические условия распространяются на сетку ( ленту) конвейерную проволочную секционную специального назначения, предназначенную для транспортирования изделий в термических печах в условиях высоких температур.
Пример условного обозначения: сетка шириной 500 мм из материала 20Х25Н20С2. Сетка ССП 500 20Х25Н20С2 ТУ 1277-001-98041203-2007
1. Технические требования
1.1 Основные параметры и размеры
1.1.1 Сетка секционная изготавливается:
- по виду плетения – одинарного;
- по способу соединения спиралей – стержневая;
- по оформлению края полотна сетки по ширине – с загибкой концов спиралей с последующей сваркой.
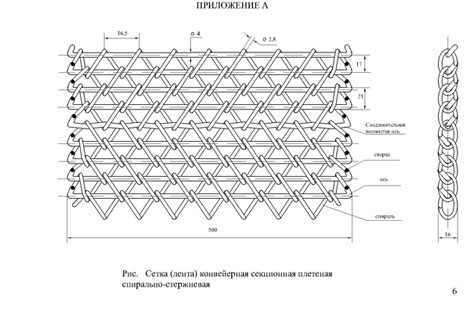
1.1.2 Номер сетки, шаг, высота и толщина спирали, диаметр проволоки, длина стержня, ширина ленты, марка металла должны соответствовать указанным в таблице:
|
Наименование параметров |
Номинальные значения |
|
1. Диаметр проволоки, мм Спираль
Стержень |
2,8
4 |
|
2. Ширина сетки, мм |
500 |
|
3. Высота сетки, мм |
16 |
|
4. Шаг спирали, мм |
16,5 |
|
5. Межосевое расстояние, мм |
17 |
|
4. Марка сплава |
20Х25Н20С2 ГОСТ 2246-70,
ГОСТ 5632-72, ТУ 14-1-5397-2000,
ТУ 3-1303-32-92 |
|
5. Рабочая температура, °С |
1150 |
|
6. Максимально допустимое усилие при рабочей температуре, кН |
11,2 |
|
7. Ресурс работы, не менее, час |
3000 |
|
8. Длина ленты, м |
по требованию заказчика |
Примечание: По согласованию потребителя с изготовителем допускается поставка сетки другой ширины и из проволоки другой марки.
1.1.3 Эскиз сетки приведен на рис. 1 Приложения А.
1.2 Характеристики
1.2.1 Каждая спираль должна состоять из одной проволоки.
1.2.2 Смежные спирали в сетке должны быть вплетены друг в друга.
1.2.3 Стержни должны проходить по ширине сетки всех сплетений смежных спиралей, соединение волнистой поперечной через каждые 500 мм.
1.2.4 Концы стержней с обоих концов ленты должны быть загнуты, при этом каждый конец в месте сгиба должен быть загнут к себе и приварен к свободному концу спирали.
1.2.5 В сетке не должно быть перевернутых спиралей.
1.2.6 Спирали сетки изготавливаются из термически необработанной проволоки, а стержни – из термически обработанной проволоки.
1.2.7 Высота спирали с допускаемым отклонением ± 1мм.
1.2.8 Отклонение спирали по толщине не должно превышать ± 1,5 мм.
1.2.9 Сетка после изготовления свертывается в рулон.
1.2.10 Рулон должен состоять из одного куска сетки длиной не менее 8 п. м.
1.2.11 Каждый кусок сетки должен быть снабжен стержнем, необходимым для соединения крайних спиралей.
1.2.12 Масса рулона не должна превышать 120 кг.
1.2.13 Отклонения по ширине ленты ± шаг спирали.
1.2.14 Отклонения по длине стержня 4-5 мм от фактической ширины полотна сетки.
1.3 Упаковка. Маркировка
1.3.1 Каждый рулон сетки должен быть перевязан низкоуглеродистой проволокой диаметром 1,2 – 2,5 мм по ОСТ 14-4-210-87 или ГОСТ 3282-74, или отходами этой проволоки посередине и по краям, или конец полотна сетки должен быть привязан такой же проволокой к рулону по середине и по краям.
1.3.2 Торцы рулона должны быть обернуты упаковочной тканью по ГОСТ 5530-2004 или холстопрошивным полотном, или сшивным лоскутом из отходов текстильной промышленности, а также другими материалами, изготовленными по нормативно-технической документации, исключающими применение хлопчатобумажных и льняных тканей и не ухудшающих качество упаковки.
Упаковка ленты транспортируемой в районы Крайнего Севера и труднодоступные районы, должна соответствовать ГОСТ 15846-2002.
1.3.3 К торцу рулона или пакета должен быть прикреплен ярлык, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение сетки;
- длину сетки в метрах;
- общее количество сетки в метрах квадратных.
2. Правила приемки
2.1 Сетка принимается партиями. Партия должна состоять из сеток одной ширины, одного материала и оформлена документом о качестве. Документ о качестве должен содержать:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение сетки;
- длину сетки в метрах;
- общее количество сетки в метрах квадратных;
- количество рулонов в партии.
2.2 Для проверки качества плетения сетки, загибки концов стержней, шага, диаметра проволоки, ширины, толщины, длины сетки от партии отбирают 5% рулонов, но не менее двух рулонов.
2.3 При получении неудовлетворительных результатов проверки хотя бы по одному из показателей, по нему проводят повторную проверку на удвоенном количестве рулонов.
Результаты повторной проверки распространяются на всю партию. Завод-изготовитель может, подвергнув рулоны пересортировке, предъявить готовые рулоны к приемке вновь. Испытания должны проводиться как при приемке новой партии.
3. Методы испытаний
3.1 Количество плетения сетки и загибка концов стержней определяют визуально при раскатке рулонов сетки.
3.2 Высота спирали в готовой сетке не проверяется, гарантируется технологией производства сетки.
3.3 Диаметр проволоки проверяют перед изготовлением спиралей микрометром типа МК 25 по ГОСТ 6507-90.
3.4 Ширину сетки измеряют рулеткой по ГОСТ 7502-98 или линейкой по ГОСТ 427-75 с ценой деления 1 мм по поступающим загнутым концам стержней.
3.5 Шаг и толщину спиралей измеряют штангенциркулем по ГОСТ 166-80 с ценой деления 0,1 мм
3.6 Длину сетки измеряют в натянутом состоянии, рулеткой по ГОСТ 7502-98 или линейкой по ГОСТ 427-75 с ценой деления 1 мм.
3.7 Вес рулонов проверяют на технологических весах по ГОСТ 29329-92.
4. Транспортирование и хранение
4.1 Транспортирование и хранение сетки в соответствии с требованиями ГОСТ 5336-80.